Abrasives Lesson 8: Grinding Aids
Lesson 8
Grinding Aids
The Use of Lubricants and Coolants with Coated Abrasive Belts
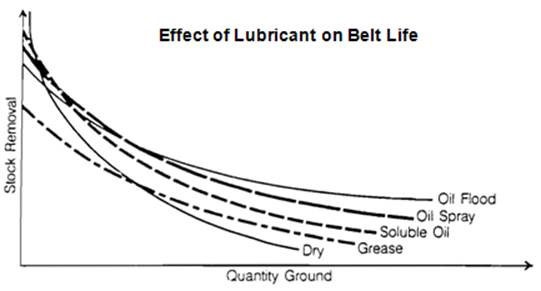
Lubricants and coolants are equally as important when using coated abrasive belts as they are to the efficient use of other types of cutting tools such as milling cutters, drills, taps, and reamers, etc. By using the proper lubricant it is possible to increase belt life by as much as 600 to 800 percent, at the same time producing a better finish.
The used condition at termination of the useful life of 90-95% of all belts used on metalworking applications is glazing, loading, or a combination of the two. Glazing is dulling of the abrasive because of minimum breakdown or resharpening of the grain, usually accompanied by metal welded or adhered to the tips of the dull grain. A glazed belt has a slick, shiny appearance on the grain tips. Loading is a condition where the metal partially fills the space between adjacent grains as well as being welded or adhered to the abrasive tips. It is most commonly encountered in grinding and polishing soft, gummy metals such as many grades of aluminum, copper and zinc alloys and other non-ferrous metals. A 6 to 10 power magnifying glass is usually sufficient to identify these conditions.
The function of Lubricants and Coolants
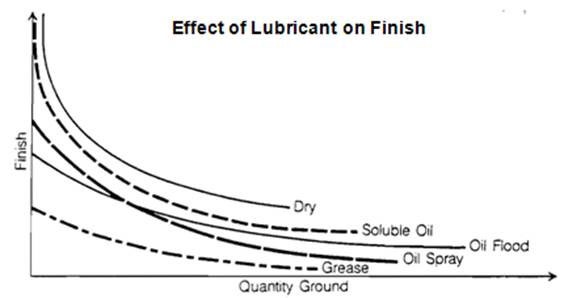
Lubricants and coolants are grinding aids. The primary function of a grinding aid is to increase belt life. A secondary result is invariably a finer and more uniform finish. The two are interrelated. An effective lubricant will retard or eliminate metal adhering to the abrasive, producing both a faster rate of cut and longer belt life.
When metal adheres to the abrasive, it produces metal to metal contact that interferes with cutting and produces a coarser finish.
Intermittent vs. Continuous Lubrication
Since lubricants increase belt life, it follows that a continuous, rather than intermittent, a flood of lubrication would be more effective. However, many operations do not lend themselves to flood or wet operation because of machine design, type of operation, and inability to protect the operator from splash, etc. These include most offhand operations on hack stands, some platens, slack of belt, and stroke sanders used on metal. Two methods of belt lubrication are available for these applications that are effective in prolonging belt life while essentially maintaining the aspects of a dry operation.
Abrasive belt grease sticks are solid grease lubricants packaged in paper tubes for intermittent manual application to the belt. The melting point of the grease determines its suitability for use with belts. Low melting point grease sticks are most suitable for belts in all but a few isolated cases. High melting point grease sticks are used primarily on setup wheels and grinding wheels because they generate more heat than belts.
Grease sticks are effective on most metals including mild steel, alloy steels, stainless, aluminum, brass, and other non-ferrous materials. A maximum benefit from the use of any lubricant is obtained by the application of the lubricant before any work is applied to the belt. Some grease sticks also include grinding aid additives for improved performance on stainless steel and other difficult to grind metals. Grease sticks can be used with any abrasive commodity including glue bonds and paper backings.
Straight Oil
Straight oils that do not contain water used for machining and grinding are very effective for use on belts to retard glazing and/or loading. The most effective ones are compounded with grinding aid additives to improve performance. If straight oil is to be used on one metal only, it is recommended that oil is known to be effective on that metal be used. This can be especially important in materials that are difficult to grind. Oil viscosity in the range of 60 to 90 Saybolt seconds is suitable for all grit sizes although the lighter 60-second viscosity is somewhat better where grit sizes 180 and finer are used exclusively.
Good general-purpose oil can be made up by the customer by combining 60 to 90 Saybolt second mineral oil with 5-10% of lard oil.
Straight oil can be applied by spray, swab, or brush. A single section of the buffing wheel rolled tightly and tied makes an effective swab. In a spray application, a coarse spray and not a mist application should be used as the latter will be too fine to be effective. On some thru feed and stroke sander sheet polishing applications, the oil is applied to the sheet with a paint roller or a swab. The belt then picks the oil up off of the sheet.
As with grease sticks, the belt should initially be coated with oil before any work is done and intermittent applications made during use to keep the belt wet or damp with oil. Straight oils that do not contain water can be used with any abrasive commodity.
Continuous or Flood Lubrication
This is the most effective method of belt lubrication and is used exclusively on machines designed for wet operation.
These include some platen, centerless, roll grinding, thru feed, and special purpose machines.
Soluble oil and water and water mixed chemical solutions are the two most commonly used grinding fluids although straight oil is also used on some operations such as salvage or condition grinding of stainless steel strip or coil. A wide variety of all three types are available. It is especially recommended when using either soluble oil and water or the chemical solution type, that high quality, high-performance products be given preferential consideration because of the increased belt life they can produce. The same is true for straight oils, but to a lesser degree. Consult the coolant manufacturers for specific recommendations based on the metals being ground or polished.
Soluble oil and 'water produces a milky colored mix. The chemical solution mixes are transparent and may have a color of clear, blue, red, orange, etc. depending on the manufacturer.
Three Important Points on Wet Operations
1. The coolant nozzles or manifold should place the grinding fluid directly into the cut or point of contact. If there is a manifold on both sides of the belt, placement of one side is critical for proper lubrication while the other side is used primarily for flushing away grinding swarf. For example, for clockwise rotation of the belt, the critical placement of the nozzles or manifold is on the right side.
2. Use a high quality, high-performance product of a type suitable for the metal being ground with either a soluble or chemical water mixed type.
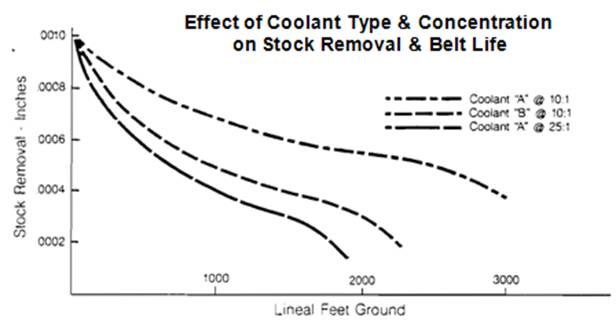
3. With either of the water mixed types, use a mixture of the base to water appropriate to the material being ground or polished. The typical range of concentration is 25:1 to 10:1. 25 parts water to 1 part base is used for easy to grind materials and 10 parts water to 1 part base for difficult to grind materials.
Abrasive Considerations
Any abrasive commodity having a cloth or fabric backing can be used with an oil flood. Paper backings cannot successfully tolerate oil on the smooth backing because of slippage and tracking problems. Waterproof or water-resistant abrasive commodities must be used with water mixed fluids.
____________________________________________________________________________________________
Questions on Lesson 8
1. The primary function of grinding aid (lubricants and coolants) is:
a. To increase belt life
b. To keep the workpiece cool
c. To use less power for grinding and polishing
2. The maximum effectiveness of a grinding aid is obtained by:
a. Continuous application
b. Minimal use to avoid saturating the belt and causing loading
c. Using high melting point grease sticks whenever possible
3. Maximum belt life is usually obtained using the following grinding aid:
a. Grease stick
b. Oil
c. Soluble oil and water
4. Using soluble oil and water, the best results are obtained on difficult to grind metals by:
a. Using maximum coolant flow
b. Using rich mixtures, more base oil, and less water
c. Using lean mixtures, less base oil, and less water
5. In addition to using a high-quality product on wet operations, it is equally important to:
a. Flush away grinding swarf
b. Ensure correct Positioning of coolant nozzles
c. Maintain adequate flow to prevent burning the work
Courtesy Carborundum Abrasives
