Abrasives Lesson 4: Metalworking Basic Belt Methods and Contact Wheels
Lesson 4
Metalworking Basic Belt Methods and Contact Wheels
There are three basic methods of using coated abrasive belts: slack of belt, platens, and contact wheels.
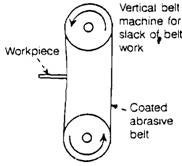
Slack of Belt Method
The work is done on the unsupported or slack of belt between the drive wheel and idler. This method is sometimes called a strapping operation. It is commonly used for deburring or chamfering edges of parts that may be straight or profiled as well as for polishing work that has contours to which the unsupported belt must conform. The machines may be either of the horizontal or vertical types.
In polishing contoured parts, flexibility in the belt is almost always required. For deburring or chamfering, flexibility may or may not be required, depending on the shape of the work.
Grinding pressure on the slack of belt operations is typically in the low to medium range. Heavy duty or premium performance products are seldom used because of this.
Most slacks of belt operations are done dry. Some, however, use a mist or spray of water or coolant, such as for seaming and edging glass, ceramics, and thermoplastics to prevent chipping of the glass and ceramics, and prevent melting of the plastic and loading of the belt.
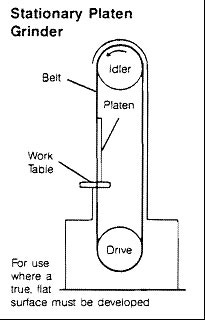
Platen Belt Method
Platens are fixed or rigid, flat steel plates that support the belt in the slack or open area between the drive wheel and idler. They are used for producing a flat surface on the work by bringing the part into contact with the belt with or without oscillation of the work. Some platens are formed or shaped to generate a contour in the part by plunging the part straight into and out of contact with the belt.
Platen operations may be either wet or dry and machines may be of the horizontal or vertical types. Wet operations are used to produce precision or close tolerance flatness or size, or to prevent overheating of the work. Dry operations are used when precision is not required.
Grinding pressures on platen operations typically fall in the low to the medium range because the area of contact of the work with the belt is relatively large.
The work may be applied to the belt manually, or mechanically with the use of work holding fixtures for doing precision work.
Flexible products (J wt. or flexible X wt.) are never used on flat platens. They may be required on shaped platens, depending on the severity of contour in the part.
Contact Wheel Method
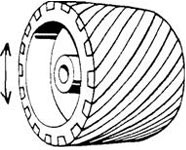
The third basic method is the contact wheel. A contact wheel is a support wheel behind the belt, and the work is applied to the belt on the periphery of the wheel. This is the most common and predominant method of belt usage of the three.
Rubber covered contact wheels predominate far and away over other types because of their effectiveness and versatility over a wide variety of applications and operations. Our discussion of contact wheels will be confined primarily to rubber covered ones because of this.
Contact wheels are used on manual and mechanical applications, including semiautomatic and fully automatic operations. They are used on both wet and dry operations and in either of these environments grinding pressure levels can and do cover the entire range from low to very high.
Because of the great versatility possible with contact wheels in meeting a wide variety of application requirements, abrasive belt specifications cover the full spectrum from very flexible belts for polishing contoured parts to stiff, heavy-duty products used for heavy stock removal with high grinding pressures.
Contact Wheel Terms
When discussing contact wheels there are several basic terms used which describe their various characteristics and types. Although these terms have become part of the common terminology of the coated abrasives industry, they do not necessarily agree with the specific meaning of comparable terms to be found in a standard dictionary. The following will help familiarize the reader with the "jargon" peculiar to coated abrasive products in general and contact wheels and belts in particular:
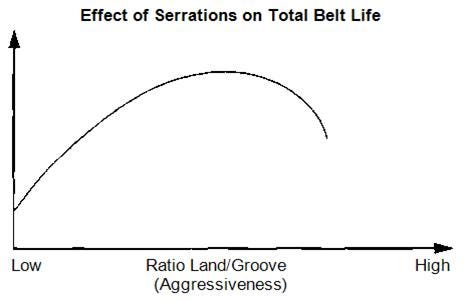
Aggressiveness
Aggressiveness is the action imparted by the contact wheel to the belt forcing the belt to cut at a rate determined by the contact wheel design, facial characteristics, and hardness of the wheel.
All other conditions being the same, an aggressive contact wheel forces the belt to cut at a faster rate, producing a coarser finish than a less aggressive contact wheel.
Cushion
The cushion of a contact wheel is the depth of rubber in a radical direction covering the wheel. Standard cushion depths have been established for various diameters and hardnesses to insure proper grinding or polishing action from the rubber.
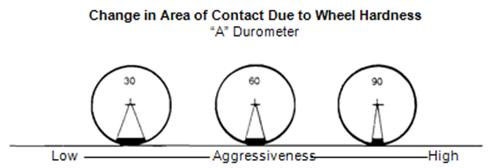
Wheel Hardness
Wheel hardness is measured in Shore Scale A or D durometer. A harder wheel deforms less or resists deformation more than a softer wheel under the same grinding pressure. The A Scale is the most common measurement in use in a range of 10-100A. 60A is the approximate hardness of an automobile tire. On the D Scale. 40D is approximately equal to 90A. The range of the D Scale also goes to 100D, although 70D is the hardest normally used in belt grinding for special applications. 85D is approximately the same hardness as a bowling ball.
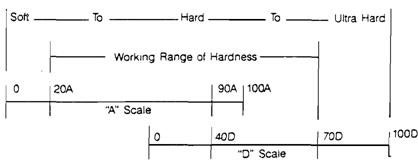
Shore Durometer Scales
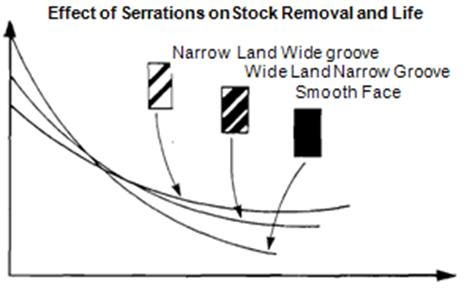
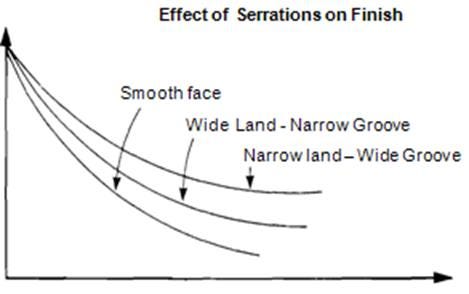
Serrations
Serrations are uniformly spaced grooves cut at an angle across the face of the wheel. The belt is now effectively supported by the "lands" or uncut portion of the wheel face. This reduces the effective area of contact of the abrasive with the work and makes the wheel more aggressive than a smooth face wheel of the same hardness. The narrower the lands and wider the grooves, the more aggressive the wheel becomes.
Types of Contact Wheels
The types and designs of contact wheels are numerous and constantly change to meet the technological advances in the industry. Buff wheels, compressed canvas, leather, wood, inflated rubber, felt, steel, rubber, and combinations of the above materials include most of the various types still in use today. Of the above types, buff wheels, compressed canvas, felt, and inflated rubber is the most commonly used outside of the categories of Carborundum Abrasives contact wheel hub and face types available.
The type 63 serrated contact wheel is most appropriate for approximately 90-95% of all contact wheel applications. All other types are used for specialized conditions or applications.
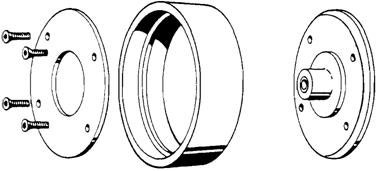
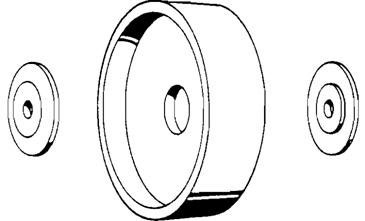
Contact Wheel Hub Types Type T (Tires)
One removable hub for a given wheel diameter permits the use of a variety of tires in all widths and durometers. This provides versatility and flexibility for different operations without the expense of a complete wheel for each operation where different wheel widths and/or specifications are required. Customers having multiple machines need only one hub per machine. Additional tires only of appropriate specifications will then accommodate a wide variety of job requirements.
Tire replacement is fast and simple. Remove four (4) alien screws, replace a tire, replace alien screws, and tighten and the wheel is ready for operation. It is important that the flanged part of the hub be completely seated in the tire rim when tires are changed.
T Series
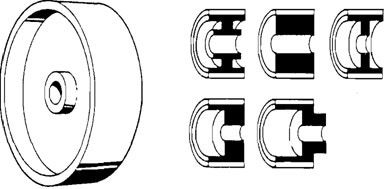
Type S (Self Aligning)
This is an efficient wheel design having two important advantages: (1) lowest complete wheel cost for a given size; (2) rubber flanges will automatically center this contact wheel when mounted on a worn or undersized spindle. Aluminum flanges are recommended for use on machines where the spindles are not worn or undersized.
S (Self-Aligning)
Type R
Precision machined solid aluminum castings provide the ultimate requirements in contact wheels. They are especially recommended for thru-feed machines, centerless, roil grinding, automatic and semiautomatic operations as well as hand operations where precision is required or extreme demands are made on the contact wheel and/or abrasive belt.
Various hub styles are available in this construction. In addition to the standard, flush sides, recessed one side, recessed both sides and hub extensions with or without recesses are available when required.
R (Solid Hub)
Type 23
Rectangular serrations in an aluminum wheel. Primarily used on non-metallic operations such as sizing brake shoes, brake pads, clutch facings. etc. where size and flatness are critical. Seldom used for metalworking applications.
Type 66
Produces the best finish for given grit size. Least aggressive of all rubber covered contact wheels. Excellent for final polishing operation before buffing. Best edge wear resistance on operations using edges of the belt to grind or polish radii, fillets, etc. Non-directional.
Type 66
Type 61
The forerunner of modern contact wheel technology. Very aggressive using standard land to groove ratios in 50A durometer and softer for contour polishing. The buttressed lands provide very effective support for narrow lands and wide grooves on medium to soft wheels for fast cutting and long belt life. Normally not recommended for 60A durometer and harder except in special cases. Directional - should be run in the same direction as a circular saw blade.
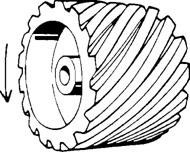
Type 61
Type 62
Rectangular serrations with a radius at the bottom of the groove to prevent land tear out due to flexing when using soft wheels for severe contour grinding and polishing. Very appropriate for wheels 50A durometer and softer for maximum wheel life and retention of abrasive efficiency during the life of the wheel. Non-directional.
Type 62
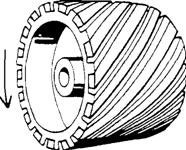
Type 63
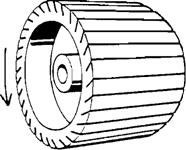
Best suited and most versatile for general purpose applications, either off-hand or mechanical. Uniform rectangular serrations produce uniform wheel action for the life of the wheel. Type 63 used in 90-95% of all applications. Non-directional.
Type 63
Type 64
A uniform "X" serration designed for drive pulleys, tension idler coverings for wet operations, and feed rolls. This serration provides improved traction on wet or dry operations. As idler coverings for wet operations, it provides improved tracking stability. Not recommended for contact wheel usage as the uniform "X" serration will produce a pattern on the belt and streaks in the work. Non-directional.
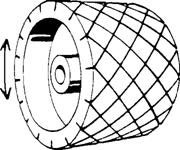
Type 64
Type 67
A non-uniform "X" serration produced from a standard Type 63 serration having additional slits or slots cut in the opposite direction. This secondary serration makes the wheel more flexible than the same hardness and ratio in a Type 63 serration with a better ability to conform to contours and irregularities in the work. It is also slightly more aggressive than the Type 63. Non-directional.
Note: It is not recommended for use where the edge of the belt and wheel is used for grinding and polishing fillets and radii. Small segments of the lands will break out of the edge of the wheel because of the secondary serration producing shorter belt life due to aggravated edge wear.

Type 67
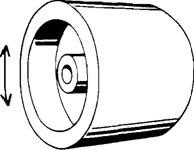
Type 71
Expanding type of rubber wheel. Uses a close-fitting abrasive band or belt held in place by centrifugal force when the wheel is in operation. Diameters up to 8" are widely used on portable tools where the abrasive must be taken to the work. It is also used on non-portable equipment for convenience and in operations where the shape of the work would encounter the slack of belt when a conventional belt and backstand idler were used. Directional - should be run in the same direction as a circular saw blade.
Type 71
Type 81
Identical to the Type 86 with one exception - the softer fill material is serrated with a groove 1/8" wide adjacent to the harder land. This makes the Type 81 more aggressive than the Type 86. It is also directional. It should be run so that the wheel components contact the work in the following sequence: hard land, soft fill, groove. Type 81 wheel should be used where a flood of coolant is employed in place of a Type 86. The grooves prevent "floating" the belt on the wheel and better tracking results.
Type 81
Type 86
The wheel covering or face is a dual durometer. Wheels incorporating this idea are covered by patents issued to Carborundum Abrasives. The harder of the two materials is the base covering and forms the land. After serrating (to a Type 63) the grooves are filled with a softer material The result is a wheel having smooth face operating characteristics with serrated wheel abrasive efficiency-Wheels of this type are well suited where high grinding pressures are involved and/or the area of contact with the workpiece is small, creating high unit pressure. Other advantages are good wheel edge wear resistance where the belt edge is used extensively, finer finishes for a given grit size than regular or open serrations produce, and lower noise level than open serrated wheels produce. This latter is becoming increasingly important in conforming to OSHA standards.
The maximum effectiveness of these wheels is obtained when the difference in hardness is at least 30 points. The greater the difference in hardness, the greater the difference in the effectiveness of the wheel.
Type 86
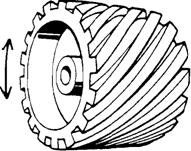
Type 96
This, too, is a dual durometer wheel except that the land is metal, either aluminum or steel. The rubber fill material is usually 60A durometer. These wheels are designed to be used where grinding pressures are high, area of contact with the work is small and great accuracy is demanded in the finished work. The 90 Series Wheels are seldom used on manual operations. Machine condition, spindles, and bearings must be in good condition to obtain maximum effectiveness. Non-directional Belt speeds for most applications using 90 Series wheels fall in the range of 4000 to 6000 SFPM optimum belt speed for grinding abrasion-resistant materials is usually 3000-3500 SFPM.
Type 96
Type 91
Identical to the Type 96 except that the rubber fill has a 1/8" wide serration adjacent to the metal land. This makes the Type 91 more aggressive than the Type 96. If a 90 Series Wheel is required, it is recommended that Type 96 be tried first. If increased aggressiveness is required, you can slot the 96 or return it for slotting, making it into a Type 91. Directional. Should be run so that the land, rubber, and groove contact the work in that order.

Type 91
Polyurethane Wheels
Polyurethane is a synthetic elastomer used in place of rubber covered contact wheels in some cases. It has several advantages. Its resistance to wear is significantly better than rubber in most cases, with increases in wheel life of 2:1 to 5:1. Its greatest advantage is in the hardness range of 70 A and harder on the A scale and 40 D and harder on the D scale. Wear resistance makes it an ideal covering for idler pulleys as well.
Hard rubber on the D scale is often quite brittle and subject to chipping or damage while polyurethane of the same hardness is significantly less brittle. Urethane also has good resistance to oil and other lubricants commonly used with belts
How Contact Wheels Work
All grinding and polishing involve the use of force or pressure applied to the work in contact with the abrasive. In general, the more force or pressure exerted, the faster the grind or cut.
The area of contact that the work makes with the abrasive is of equal importance or consideration to the grinding force or pressure applied. A large area of contact of the work with the belt has a large number of abrasive grains in contact with the work simultaneously, producing low unit pressure or low pressure per grit. This condition of minimum aggressiveness of the work is too little to promote refracturing or resharpening of the abrasive and, consequently, glazing of the abrasive and short belt life results.
Conversely, a small area of contact of the work with the belt has relatively few abrasive grains in contact with the work simultaneously and represents a relatively high degree of aggressiveness or high pressure per grit. This, too, can produce short belt life, but for a different reason. The high degree of aggressiveness of the work can produce accelerated grain breakdown and/or grain stripping or shelling, especially if combined with high grinding pressure.
The variables in a contact wheel make it possible to "fit" the contact wheel to the operating conditions, including the area of contact of the work with the abrasive and grinding pressure. A contact wheel correctly engineered for an application will produce maximum belt life and speed or rate of cut for a given abrasive belt specification.
Contact Wheel Variables
The three variables in a contact wheel are hardness, land to groove ratio, and serration angle.
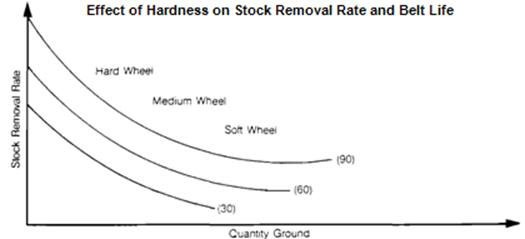
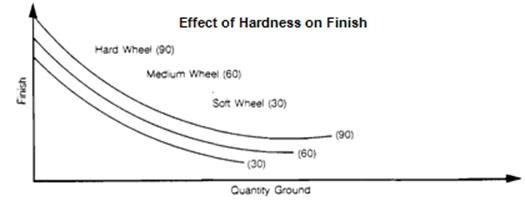
Hardness
Wheel hardness is a major consideration in every contact wheel application. It determines the firmness of support behind the belt and has a direct relationship on both belt life and rate of cut. Generally, for a given grit size, the harder the wheel the faster the belt will cut, and the longer it will last. Maximum belt life on contoured work is usually obtained by using the hardest wheel that the part shape will permit.
| Grit Range | Appropriate Contact Wheel Hardness Range |
| 24-50 60-120 150 & Finer |
70 A - 95 A 50 A - 70 A 30 A - 50 A |
Grit Size vs. Contact Wheel Hardness
The above table shows the hardness range of contact wheels that is appropriate for efficient operation with different grit sizes for most typical applications. There are valid or justified exceptions to this but these exceptions do not occur very frequently.
Coarse grit sizes are usually used with heavy pressure to obtain high stock removal rates. Use of a soft contact wheel would be inappropriate for this purpose for two reasons:
1. The soft wheel does not provide the required firm support behind the belt to force the grain into the work for fast stock removal.
2. The use of heavy pressure with coarse-grit sizes on a soft contact wheel would produce severe flexing of the belt in operations resulting in short belt life because of accelerated grain breakdown or shedding.
The use of hard wheels with fine-grit sizes is equally inappropriate. Fine grit sizes do not have the capability of removing large amounts of material rapidly. Consequently, hard wheels produce abusive action on fine grit sizes with resultant short belt life produce abusive action on fine grit sizes with resultant short belt life.
Land to Groove Ratio
It has been shown that all grinding is directly influenced by applied grinding force or pressure and the area or shape of the part over which the abrasive works. This results in unit pressure, which is expressed as pounds per square inch mathematically, it is rarely possible, and indeed unnecessary, to apply accurate figures to either the applied grinding force or area of contact. However, to obtain good end results, it is vital to identify these factors in relative terms so that appropriate correction or compensation action may be taken.
Rarely is it possible to alter the workpiece to make a change in the area of contact.
Grinding pressure cannot be changed appreciably on manual operations but usually can be on mechanical operations. Changes in the contact wheel specifications can be readily made to alter the effect of both areas of contact and grinding pressure to produce major changes in abrasive performance.
The first step is to select a wheel hardness that is appropriate to the job requirements. The second is to select a serration (land to groove ratio) appropriate to the operating conditions which will produce the degree of aggressiveness necessary for maximum utilization of the abrasive. In this regard, the experience is an asset, but understanding the principles involved is even more important.
A smooth face wheel provides complete support of the belt when in contact with the work. All other things being equal, this produces a maximum area of contact and minimum pressure per grit of the belt with the work
Grooves cut at an angle across the face of the wheel removes some of the wheel support for the belt, which in turn reduces the effective area of contact and increases the pressure per grit making the contact wheel more aggressive. The narrower the land and wider the groove (higher ratio) the more aggressive the wheel becomes.

| Examples | |||
| Manual Operations | Relative Pressure | ||
| Finger & Hand Pressure | Low | ||
| Hand & Arm Pressure | Low to Medium | ||
| Arm & Body Pressure | Med. to Med. High | ||
| Pressure Bar | High | ||
| Manual Operations | Relative Pressure | ||
| 0 - 1 | Low | ||
| 1 - 2 | Low to Medium | ||
| 2 - 4 | Med. to Med. High | ||
| Over 4 | High | ||
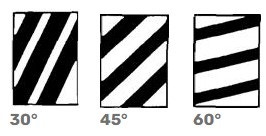
Serration Angle
The serration angle is measured from the side of the wheel and has a direct bearing on wheel aggressiveness. The greater the angle, the more aggressive the wheel becomes. A 90° serration is the maximum possible and would be straight across the wheel face. However, a 90° serration angle is never used because:
- It is too aggressive, and
- It is virtually impossible to avoid chatter marks in the work. The common serration angles are 30° 45° and 60°.
| Practical Land/Groove Ratio | 4:1 to 1:1 | 4:1 to 1:5 | 1:1 to 1:4 |
| Effective Hardness Range | 20A to 90A | 20A to 70 D | 70A to 70D |
| Aggressiveness | Least | to | Most |
| Commonly Used Grit Range | 60 to 320 | 24 to 400 | 24 to 80 |
Serration Angle Usage
30° - Used primarily where excellence of finish is required. Provides some aggressiveness for an increase in belt life.
45° - Best general purpose. Covers 95% of all applications.
60° - Provides maximum aggressiveness and rate of cut. Used primarily on flat surfaced materials that are difficult to grind, usually on mechanical or thru feed operations. Produces more noise than 30 or 45° serrations.
| Operation | Application | Wheel Type | Durometer | Land/Groove Ratio |
| Roughing (Very heavy grinding pressure or precision grinding) | Mechanical or Off-hand | 81 or 91* | 60D/60A Metal/60A | 1:3 - 1:5 1:3 - 1:5 |
| Roughing (Heavy grinding pressure or precision grinding) | Mechanical or Off-hand | 63 or 81 | 60D 60D/60A | 1:1 - 1:3 1:3 - 1:5 |
| Finishing (Precision grinding) | Mechanical | 63 | 70A-90A | 1:1 - 1:3 |
| Roughing | Mechanical or Off-hand | 63 | 60A-90A | 1:1 - 1:3 |
| Polishing | Mechanical or Off-hand | 63 or 61 | 40A-60A | 1:1 - 1:3 |
| Fine Polishing | Mechanical or Off-hand | 63 or 61 | 30A-50A | 2:1 - 1:2 |
____________________________________________________________________________________
Questions on Lesson 4
1. The application method that is most common and uses the highest percentage of abrasive belts is:
a. Slack of belt
b. Platen
c. Contact wheel
2. The type of wheel most appropriate for a high percentage of all contact wheel applications is:
a. Buff wheels
b. Type 63
c. Type 66 smooth face
3. In a typical case, contact wheel specs are based on:
a. Grinding pressure used
b. Hardness and serration appropriate to operating conditions
c. Belt speed
4. An appropriate contact wheel for gate removal (heavy stock removal) from aluminum castings using 36 grit resin cloth belts would be:
a. 63-90-11
b. 63-50-11
c. 66-70 smooth face
5. On flat steel parts using 60 grit resin bond cloth belts. Best belt life and speed of cut would be obtained by using which of the following contact wheels:
a. 63-90-21
b. 63-70-13
c. 63-50-11
Courtesy of Carborundum Abrasives
