Abrasives Lesson 10: Resin Sander Discs and Pads
Lesson 10
Resin Sander Discs and Pads
Resin Sanding Discs
How are they used: Resin sanding discs are used with portable disc grinders which are among the most widely used machines in the metal-working industry as well as other manufacturing. Disc grinding is often taken for granted because it has been in universal use for such a long time. As a result, plant engineers, foremen, and superintendents frequently over-look the savings possible by changes in type and availability of discs.
Compared to many other kinds of abrasive applications, the technical considerations involved in the use of resin discs are relatively simple. With an understanding of the basic fundamentals, efficient resin sanding disc applications can be affected.
How are they made: For maximum abrasive efficiency, Carborundum Abrasives uses specific abrasive grains on resin discs to suit the material being ground and operating conditions. Abrasive types used include various high-performance aluminum oxide grains and ceramic grain for applications varying from light to high pressure.
Backing: The .030" thick fibre backing is of the highest quality available. It consists of layers of cellulose material, vulcanized together to produce a tough backing which has the required flexibility to operate successfully under a variety of conditions.
Disc Shape and Size
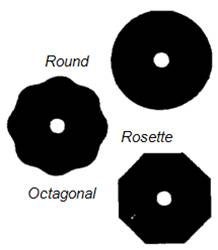
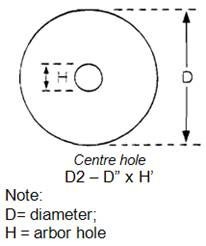
Round - for most applications, offers the largest abrasive area providing for longer life and faster cut. Available in 5", 7" and 9-1/8" diameters. Standard 7/8"; (D2) center hole.
Rosette - greater flexibility than round discs for moderate contour work. Available in 7" 8" and 9-1/8" diameters. Standard 7/8": (D2) center hole.
Octagonal - for special applications. Available in 7", 8" and 9-1/8" diameters. Standard 7/8": (D2) center hole.
Lubrication
In general, lubrication of any coated abrasive product improves abrasive life and decreases loading and improves finish. Lubricant may be applied either to the disc or to the work surface before the first grinding contact, and as required thereafter,
Lubricants used:
a. cutting oil
b. low-melting grease stick
Cutting Down Discs
Since only about an inch of the periphery of the disc is normally exposed to the work at one time, many large production shops, and other shops as well, obtain better abrasive costs by cutting down 9-1/8" discs to 7" for example, making a new cutting surface ready for use at the edge of the smaller disc.
In order to obtain good abrasive life in cut-down discs, two conditions must be met.
1. Care must be taken not to damage the coating at the edge of the disc during the cutting-down;
2. The tool must be run at an rpm to suit the material and diameter of the cut-down disc.
Disc Speed
Speed is the main consideration for maximum efficiency in disc performance. Disadvantages of higher speed than recommended:
1. Chatter
2. Burning
3. Lack of Control
4. Poor Abrasive Life
The following is a list of materials and recommended RPM's and SFPM for:
| Material | (SFPM) | 5" Dia meter |
7" Dia meter |
9-1/8" Dia Meter |
| Mild Steel | (10,500) | 8500 RPM | 6000 RPM | 4500 RPM |
| Solder | ( 7,875) | 6250 RPM | 4500 RPM | 3600 RPM |
| Stainless | ( 6,300) | 5000 RPM | 3600 RPM | 3000 RPM |
Sander Pad Selection
Each abrasive grain acts as a separate cutting tool such as the cutting tool of a lathe, or a tooth in a milling cutter. Each grain must penetrate the workpiece to remove material.
To accomplish this, a disc or belt must be backed by a supporting material to enable the grain to do its work. Concern is therefore with the effective unit pressure and the ability to make the grain penetrate the workpiece. A soft backup pad on a disc will have low effective unit pressures. Regardless of the force applied, the effective unit pressure to make each grain penetrate the work remains low because of the soft cushion effect of the backup material. As the hardness of the support increases, grinding efficiency increases. More material is removed from the workpiece in the same time because grain penetration is increased with the same force applied - less force is required to accomplish the same amount of work in the same time.
Backup pads can be obtained to give varying degrees of flexibility and unit pressure - both of which govern abrasive life. A high degree of flexibility or low unit pressure will have the lowest rate of cut. Soft backup pads and good abrasive life do not go hand-in-hand. Soft pads:
1. Grinding time is increased;
2. Disc life is shortened;
3. Cost of operation increases.
The use of a backup pad that is more flexible than is really needed costs more, both in production time and abrasive life. Pads are designed 1/4" smaller in diameter than the disc being used. All discs should be supported on the periphery, a 7" nominal pad size for 7" diameter discs and a 9-1/8" nominal pad size for 9-1/8" diameter discs. Fibre discs should not overhang the pad by more than one inch.
Carborundum Abrasives Sander Pads A. D-40 Series
1. Resin laminate backed up by rubber.
2. Hand-hold hub eliminates the need for pad wrench.
3. D-40 and D-42 pads are available in 7" and 9" diameters.
a. D-41 is the only pad available in 5", 7" and 9" diameters.
4. Available in three degrees of flexibility:
a. D-40 - soft – recommended for 80 grit and finer applications.
b. D-41 - medium - for light to medium general-purpose work.
c. D-42 - firm - for heavy stock removal with coarse-grit discs.
B. D-30 Series
1. Free-wheeling clutch-type hub - ribbed laminate backup plate.
2. Face ribs index, increasing unit pressure, and improving stock removal.
3. Minimizes breakage -back-up plate stops if disc is hung up on the workpiece.
4. Increased disc life - lab tests show at least 25% more life from disc worn out on the conventional pad.
5. Available in three degrees of flexibility:
a. D-30 - for light work and extreme contours - in 6" and 7" diameters.
b. D-31 - medium flexibility and light to medium stock removal - in 7", 8" and 9" diameters.
c. D-32 - least flexible and for heavy stock removal - in 7" and 9" diameters.
Note: D-30 pads are noisy; may be objectionable. Curled discs will stop the freewheeling action of the pad which in return will result in shortened disc life.
Product Selection Guide
Portable Disc Grinding
|
Product Type Resin Bond
|
Grit Range Rough Grind Medium Grind Light Grind
|
Carbon Steel A-F1347, A-F104 A-F1347, A-F1047 A-F1347, A-F1047
|
A-F1347, A-F1047 A-F1347, A-F1047 A-F1347, A-F1047
|
A-F1047 A-F1047 A-F1047
|
A-F825F, A-F885F A-F825F. A-F885F
|
____________________________________________________________________________________________
Questions on Lesson 10
1. Which of these is the general-purpose disc for medium-light duty applications:a. A-F 1347
b. A-F 885 F
c. A-F 1147
2. What is the main consideration for maximum efficiency in disc performance:
a. size
b. grit
c. speed
3. What is the backing of all resin discs made of:
a. paper
b. combination of paper and cloth
c. vulcanized fibre
4. With what type of grain is an A-F 1347 disc coated:
a. brown Alo
b. white Alo
c. ceramic
d. zirconia
5. For a 9-1/8" diameter disc, what is the correct RPM for stainless steel grinding:
a. 4500
b. 3600
c. 3000
d. 5000
6. Which disc shape gives the most abrasive area:
a. rosette
b. round
c. octagonal
7. Which disc has an open coat:
a. A-F 885 F
b. A-F 825 F
c. A-F 1147 F
8. What are the disadvantages of using D-30 pads:
a. pads are noisy
b. curled discs will stop the free-wheeling action
c. both (a) and (b)
9. As the of support increases, grinding efficiency increases:
a. softness
b. size
c. hardness
10. Backup pads can be obtained in degrees of flexibility:
a. 1
b. 2
c. 3
Courtesy Carborundum Abrasives
