Abrasives Lesson 9: Belt Problems and Solutions
Lesson 9
Belt Problems and Solutions
Solving Belt Problems (Loading, Glazing, Stripping)
Introduction:
The continuing increased use of coated abrasive belts for metal removal and finishing operations has placed greater demands on high quality and uniformity of the products used for these purposes. Carborundum Abrasives Company employs state of the art quality control measures to assure that these demands are met.
The applications and operations using abrasive belts are very diverse and range from heavy stock removal using high grinding pressures to fine polishing and finishing. A broad range of abrasive products is available to meet these current requirements, and ongoing research and development provide continuing product improvement and introduction of new products to maintain a competitive edge.
The overall efficiency of an abrasive operation is affected by a number of interrelated factors. These are abrasive commodity selection and grit size; flex requirements; grinding pressure; belt speed; lubricants; contact wheels; and operating procedures and techniques. The full performance life of an abrasive belt is obtained by correctly meshing these factors to best fit the application requirements.
All belts at terminal use show a condition of loading, glazing, or stripping. The purpose of this lesson is to identify the used belt condition so that appropriate corrective action can be taken to improve performance.
Loaded Abrasive Belt:
A loaded belt shows metal adhered to the abrasive tips and/or packed in between the abrasive grains. In severe cases, the abrasive grain is almost completely covered. Loading substantially reduces both rates of cut and belt life and is most commonly encountered when grinding or finishing non-ferrous materials.
By eliminating the loading, belt life increases of 50 to 200% or more are possible.
Glazed Abrasive Belt
Glazing is dulling of the abrasive grain tips from contact with the workpiece and is usually encountered when grinding or finishing ferrous metals. Some metals will weld metal particles to the tips of the abrasive after the belt has had some use. The rate of cut decreases and more heat is generated in the workpiece as glazing progresses.
Glazing is identified by a smooth glossy surface on the face of the belt. There is minimal grain breakdown or loss and little if any, metal lodged between the grains. Reducing or eliminating glazing can increase belt life from 10% to 150%.
Stripped Abrasive Belt
In stripping, particles of grain, or of the grain and bond, have been pulled away in the grinding process. The cloth or fabric backing of the belt may be exposed - a result of too rapid a breakdown of grain and bond.
Stripping is most often encountered with coarser grit sizes used for heavy stock removal. It can be produced by both ferrous and non-ferrous metals.. Reduction or elimination of stripping can yield belt life increases from 20 to 200%.
Steps to Solving Problems
There are three distinct steps which must be taken to minimize or eliminate these problems:
1. Define the problem:
a. Examine the used belt to determine if the belt was discarded because of loading, glazing, or stripping.
b. Determine the degree of loading, glazing, or stripping - i.e. light, medium, heavy.
c. Determine the full specification of the belt being used - product, grit size, and flex.
2. Determine the cause of the problem.
3. Recommend corrective action by referring to the charts which follow.
General
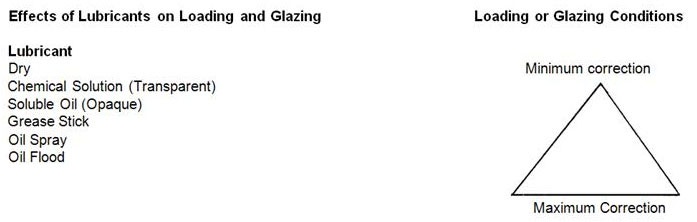
The abrasive product or commodity, contact wheel, and lubricant can all have a major impact on loading, glazing, and stripping problems. Other factors may be important, but are less common and are treated later in the section.
For each of the problems listed below, the factors of abrasive product, contact wheel, and lubricant are numbered in typical order of importance for minimizing or correcting the problem.
| 1. Lubricant | ||
| Loading | 2. Coated Abrasive* | |
| 3. Contact Wheel | ||
| 1. Coated Abrasive* | ||
| Glazing | 2. Contact Wheel | |
| 3. Lubricant | ||
| 1. Coated Abrasive* | ||
| Stripping | 2. Contact Wheel | |
| 3. Lubricant | ||
| Glazing | ||
| Common Causes | Corrective Action | Comments |
| Belt too strongly bonded |
Select commodity having a weaker bond system or increase flex of the same product being used - see the product listing | Correct identification of the cause is necessary to insure proper corrective action |
| Wrong commodity | Select commodity or grain type better suited to the metal ground - see the product listing | |
| Smooth face or buff type contact wheel |
Change to serrated contact wheel |
|
| Smooth and/or hard workpiece - no dressing action on belt |
More aggressive contact wheel or harder and more aggressive contact wheel |
|
| Tough, difficult to grind, heat resistant metals, exotic alloys – stainless | Select appropriate commodity and grain type - see product listing - more aggressive or harder and more aggressive contact wheel - use lubricant | |
| Belt speed too high | Reduce belt speed | |
| Grinding pressure too light | Increase grinding pressure, if possible - more aggressive contact wheel | |
| Excessive grinding heat or burning | Use lubricant or coolant | |
| Stripping | ||
| Common Causes | Corrective Action | Comments |
| Wrong commodity | Change to a tougher, heavier duty product - see product listing |
The use of tough, heavy-duty products with minimum flex, less aggressive contact wheels, reduced grinding pressures, and lubrication are the prescribed corrective action to eliminate stripping |
| Belt more flexible than required | Decrease flex - change to a tougher, heavier duty product - see the product listing |
|
| The rough workpiece, small area of contact | Less aggressive contact wheel or harder and less aggressive contact wheel | |
| Grinding pressure too High | Reduce grinding pressure - harder or harder and less aggressive contact wheel | |
| Contact wheel too aggressive |
Less aggressive contact wheel | |
| Grain pull out with metal loading on abrasive tips | Change to tougher, more load resistant product - see product listing - use lubricant | |
| Effect of Flexing on Problem Conditions | ||||
| Amount of Product Flex |
Degree of | |||
| Glazing | Stripping | Loading | ||
| Least Flux | Most | Least | Most | (This chart applies to applications of resin bond cloth belt products). |

| Effect of Contact Wheel Specifications on Problem Conditions | ||||||||||
| Problem Encountered | Softer Wheel | Harder Wheel | Narrower Lands (Wider Grooves) | Wider Lands (Narrower Grooves) | Higher Speed | Lower Speed | Change Lubricant | Deeper Groove | Dress or true wheel | Use coarser Grit |
| Belt Glazed | X | X | X | |||||||
| Belt Loaded | X | X | X | X | ||||||
| Too Slow Cutting | X | X | X | X | X | |||||
| Finish Too Coarse | X | X | X | |||||||
| Burning | X | X | X | X | ||||||
| Too Hard for Contour | X | X | X | |||||||
| Chatter | X | X | X | |||||||
| Shedding Grain | X | X | X | X | X | X | ||||
| Overlap Marks | X | X | X | |||||||
| Dubs Edges | X | |||||||||
____________________________________________________________________________________________
Questions on Lesson 9
1. The condition on an abrasive belt which results in dulling of the abrasive tips from contact with the workpiece is called:a. Loading
b. Glazing
c. Stripping
2. The corrective action for a glazing problem calls for a "more aggressive contact wheel" when the cause of the problem is:
a. Belt speed is too high
b. Smooth or hard workpiece
c. Belt commodity too weakly bonded
3. A glazing problem can be reduced by:
a. Increasing flex
b. Reducing flex
c. Neither of the above
4. The most important single factor for resolving an abrasive problem is:
a. Get the customer's opinion of the problem
b. Change the abrasive specification
c. Examine the used belt
5. Increasing the flex (more flexibility) will improve the following conditions:
a. Glazing and loading
b. Glazing and stripping
c. Loading and stripping
Courtesy Carborundum Abrasives
