Abrasives Lesson 6: Abrasive Belt Considerations
Lesson 6
Tension
Normal belt tension should not exceed the tension required to prevent belt slippage or tracking stability. Excessive tension detracts from the softness or aggressiveness of a contact wheel and decreases the action of the serrations. It also can cause excessive stretch or rupture of the coated abrasive belt. Heavy tension is necessary when work pressures are high for heavy stock removal to prevent the abrasive belt from puckering immediately ahead of the workpiece.
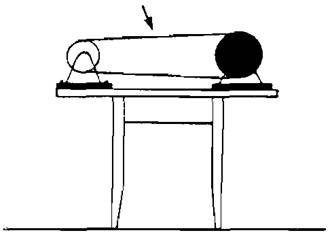
Slack of Belt
Slack of belt machines are machines used for operations where the workpiece is ground or polished on the unsupported area of the belt between the drive pulley and idler. Because the working pressure is low slack of belt operations is usually finishing operations rather than stock removal. Only a few machines are designed for the slack of belt work, and some of these are multipurpose, in that a contact wheel and/or platen may also be used. The inside of holes, even those with irregular contours, can be finished by threading the belt through the opening and remounting it on the drive wheel which is often flanged. Some common applications are polishing the inside of scissors or tin snip handles, and the inside of trigger guards tor firearms. The glass industry uses slack of belt machines extensively for edging flat glass doors, auto windows, mirrors, etc. The edges of opened wrenches are ground on a type of slack of belt machine incorporating a ferns wheel type fixture tor loading the workpiece and conveying it through the grind position.
Abrasive Considerations
Flexibility in the belt is always required for polishing contoured parts. The severity of contours involved determines the selection of the belt specification to provide the required degree of flexibility. J weight products are typically used tor severe shapes and contours. Flexible X weight products are also used for better belt life where the shape is not as severe. Resin bond products invariably produce the best life and economy. Glue bond products provide maximum flexibility and produce the best finish. Heavy duty or premium performance products are used on some operations because they retain their sharpness longer on polishing operations, or have a definite performance advantage on deburring sharp edges.
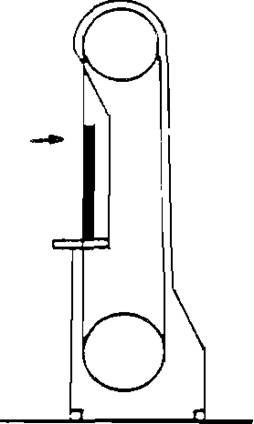
Platen Machines (Fixed Platen)
Platens are fixed or rigid flat steel plates that support the belt in the slack or open area between the drive wheel and idler. They are used for producing a flat surface on the work by bringing the part into contact with the belt with or without oscillation of the work. Some platens are formed or shaped to generate a contour in the part by plunging the part straight into and out of contact with the belt.
Platen operations may be either wet or dry and machines may be of the horizontal or vertical types. Wet operations are used to produce precision or close tolerance flatness or size or to prevent overheating of the work. Dry operations are used where precision is not required.
Grinding pressure on platen operations typically fall in the low to the medium range because the area of contact of the work with the belt is relatively large.
The work may be applied to the belt manually or mechanically with the use of work holding fixtures for doing precision work.
Flexible products (J wt, or flexible X wt.) are never used on flat platens. They may be required on shaped platens, depending on the severity of contour in the part.
Platen Grinding Considerations
A. Because the area to be ground is often relatively large and the platen does not have the aggressive action of a serrated contact wheel, the effective unit grinding pressure is low for the amount of infeed pressure. Consequently, grain penetration is low with resultant low stock removal rates. This condition also tends to glaze the coated abrasive belts much more than would occur on a contact wheel application. The principal corrective considerations are those that would tend to improve aggressiveness or reduce glazing.
To improve aggressiveness, the platen can be serrated. This is possible only when the workpiece can oscillate in the grind position. If the workpiece does not oscillate, the serration pattern will be reproduced on the ground face.
To reduce glazing, a means of improving breakdown must be considered. Additional flex is one means. Another approach is to change to a product with lower bond strength.
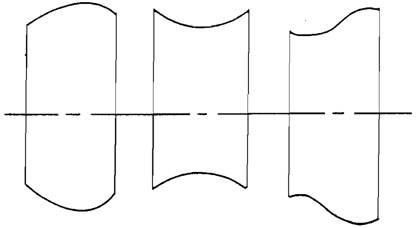
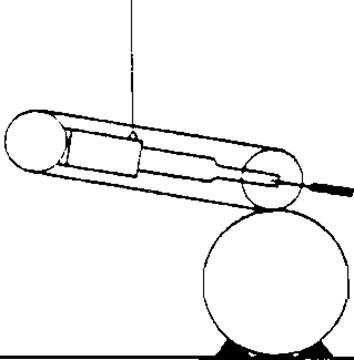
Shaped Contact Wheel Machines
These machines are used for polishing round parts that have a shape that is too extreme to be done on a conventional backstand. Types of parts done on these machines include light fixtures, lamp bases, ball peen hammers, doorknobs, etc.
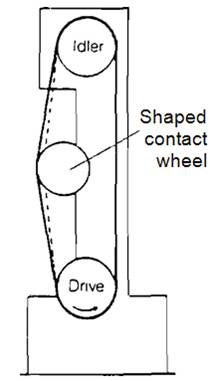
The belt has to flex essentially in one direction only because the shaped contact wheel extends only slightly beyond the tangent between the drive and idler pulleys. The more severe the shape, the closer to the tangent the shaped wheel should be.
Contact wheels commonly used for this purpose are rubber covered, smooth face or serrated, felt and cloth or fabric shaped to the required profile of the part.
The parts are mounted on multiple spindle fixtures, which when indexed into contact with the belt, rotate the part for complete and uniform coverage.
Belts stiffer than indicated by the part shape can be used for longer life rather than more flexible belts because the belt has to flex essentially in one direction only.
Examples of Shaped Contact Wheel
Stroke Sanders
As their name implies, stroke sanders make sanding contact by stroking the back of a moving coated abrasive belt with a backup handblock, lever pad, or contact roll that is, in effect, a moveable platen. Essentially, these machines consist of two or more moveable pulleys over which the coated abrasive belt travels, a table that supports the workpiece, and a means of applying pressure on the back of the belt. Nominal belt width is 6", but some 7" belts are used and, occasionally, narrower widths are used. Average belt length is approximately 300", but this can be varied as the pulley stands can be placed as far apart as necessary to accommodate the workpiece.
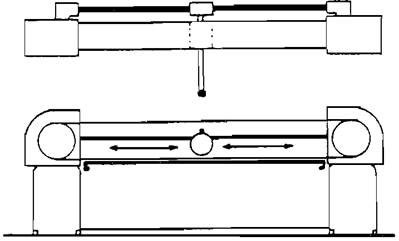
The table moves in and out under the belt so that after each stroke makes a sanded path, the workpiece can be positioned for the next stroke. There are three principal methods of applying pressure and stroke, which divides these machines into three types:
Hand Block Stroke Sanders - the simplest form of stroke sander. The sanding pressure and the stroke are applied with a handheld block.
Hand Lever Stroke Sanders - have a pressure pad suspended from a yoke carriage which can be moved back and forth over the abrasive belt. The operator applies both the sanding pressure and stroke movement through the lever.
Hand Lever Stroke Sanders - have a pressure pad suspended from a yoke carriage which can be moved back and forth over the abrasive belt. The operator applies both the sanding pressure and stroke movement through the lever.
Automatic Stroke Sanders - similar to the hand lever stroke sander except the stroke is automatic and controlled for both speed and length of travel.
On all three types, the backup pad may be either flat or shaped to fit the workpiece. Friction is reduced by applying graphite to both the face of the pad and the back of the belt. Although stroke sanders are primarily woodworking machines, they are also used extensively in the metalworking field for blending, for creating finish or scratch pattern, and for removing minor imperfections from flat or mildly contoured surfaces.
In addition to these three types, a buff roll or contact roll is sometimes substituted for the pad. The buff roll is used for polishing operations on large sheet stock and the contact roll for applications requiring a more aggressive action for removing blemishes such as spot weld marks. Some stroke sanders have a double belt so that both a roughing and finishing operation can be done on the same machine without extra handling of the workpiece.
Problems and Corrective Action
Paper belts are used extensively on stroke sanders and, because the paper backing is a hydroscopic material, they are subject to cupping. The same is true of cloth belts but is encountered less frequently. Cupping is a convex or concave arching of the coated abrasive laterally across the belt width. This is caused by an excess of or lack of moisture in the backing which creates a differential of expansion or contraction between the backing and the bond.
Humidifying or dehumidifying will correct it; proper storage will minimize it. Reverse or concave cupping (abrasive side in) usually results from high humidity and will cause edge scoring - gouging the work with the edges of the belt before it can be flattened with the hand block or stroke pad. This can be overcome by pressing a bar, a block of wood, or a soft drink bottle on the back of the moving belt. Sufficient friction is created to warm the backing, thus drying out the excess moisture and eliminating the cupping.
The right way, or convex cupping (abrasive side out), usually results from low humidity conditions. The main objection to convex cupping, if it becomes excessive, is that the belt edge may cut the operator's fingers if he is using a hand block, or score the pad face on a hand lever or automatic stroke sander. About the only field remedy to overcome convex cupping is to moisten the back of the belt with a sponge to replace the moisture it has lost. This is a simple, yet effective correction.
A "G" flex is recommended for resin paper belts to minimize cupping.
Abrasive Considerations
The grinding pressure level is low in virtually all stroke sanding operations. Open coat belts very often outperform closed coat ones because fewer abrasive grains are in contact with the work producing higher pressure per grit, which results in faster cut and longer life
Swing Frame Belt Grinders
Swing frame grinders or swing grinders (as they are commonly called) are, essentially. suspended coated abrasive belt machines. Most of them can utilize any of the various types of contact wheels. The weight of the swing grinder is usually so balanced that it may be suspended from a fixed point by a chain or cable, from a doily mounted on an overhead rail to work in a traveling direction, or from a jib boom and dolly for covering large areas.
Swing grinders are primarily used for weld grinding or for conditioning raw metal stock on work that is too large or heavy to take to the machine. They have the cutting speed of snagging wheels and give a superior finish to that obtained by portable disc grinders.
Heavy-duty swing grinders are adequately powered for rough work and take abrasive belts up to 156" in length and 5" in width. Such units are used for continuous snagging, grinding, etc. where maximum power and a heavily built unit are required. Lighter duty models are used for a multitude of operations in swing, roll, and floor stand grinding.
Swing Frame Belt Grinders
Abrasive Considerations
Swing grinders are basically used for heavy stock removal where grinding pressures are in the medium and higher levels. Hard aggressive contact wheels are used with heavy-duty high-performance belts appropriate to the operation and material being ground.
Product Selection Guide - Metalworking
| Contour Work - Backstands, Slack of Belt, Rotary Automatics (Belt Width 12" and Under) | |||||||
| Work | Grit | Carbon | Stainless Steel | Die Castings | Titanium | ||
| Contour | Range | Steel | Hi Nickel Alloys | Brass, Alum. | Zirconium | Flex | Splice |
| Gradual | Roughing | A-X1180, A-X880H | A-X1180, A-X880H | A-X880H | C-X875, C-Y879F | 45 | CB |
| Con- | 24 - 60 | A-X780F, A-X770F | A-X780F, A-X770F | - |
- |
45 | CB |
| tours Large |
Intermediate | A-X780F, A-X770F | A-X780F, A-X770F | A-X770F, A-X780F | C-X875F, C-Y879F | 45 | CB |
| 80-150 | A-X875F, A-X865F | A-X875F | - |
- |
45 | CB | |
| Radii | Finishing | A-X770F, A-X875F | A-X770F, A-X875F | A-X770F | C-X875F | 45 | C8 |
| 180 - 320 | - |
- |
- |
- |
|||
| Moder- ate Counters and Radii |
Intermediate | A-X770F, A-X875F | A-X770F, A-X875F | A-X770F, A-J670F | C-X875F, C-X845F | 45 | CB |
| 80 - 150 | A-X865F | A-J670F | - |
- |
45 | CB | |
| Finishing | A-X770F, A-X875F | A-X770F, A-X875F | A-J670F | C-X875F | 45 | CB | |
| 180 - 320 | - |
A-J670F | - |
- |
45 | C8 | |
| Severe | Intermediate | A-X770F, A-J670F | A-X770F, A-J670F | A-J670F, A-X845F | C-X845F | 45 | CB |
| Con- | 80 - 150 | A-X845F | A-X845F | C-X845F | - |
45 | CB |
| tours and | Finishing | A-X770F, A-J670F | A-X770F, A-J670F | A-X845F | - |
45 | CB |
| 180 - 320 | A-X845F | A-X845F | - |
- |
45 | CB | |
| A-J570E | A-J570E | - |
- |
45 | NTS | ||
| Flat Work - Platen Grinders (Belt width 12" and Under) | ||||||
| Grit Range | Wet Dry | Carbon Steel Cast Iron | Stainless Steel Hi Nickel Alloys | Alum., Brass Non-Ferrous |
Flex | Splice |
| Roughing 24 - 60 |
Wet | A-Y1386, A-X880H A-Y1186, A-X1180 |
A-Y1186, A-X880H A-X1180, A-Y1386 |
C-X980H, A-X880H A-X1180, A-X780F |
45 45 |
CB CB |
| Dry | A-X880H, A-X1180 A-X875F, A-X827F |
A-X880H, A-X1180 A-X875F. A-X827F |
C-X875F, A-X880H A-X827F, A-X780F |
45 45 |
CB CB |
|
| Intermediate 80 - 150 |
Wet | A-X880H, A-X780F - |
A-X880H, A-X780F - |
C-X980F, A-X880H A-X780F |
45 45 |
CB CB |
| Dry | A-X880H, A-X770F A-X827F, A-X875F |
A-X880H. A-X770F A-X827F. A-X875F |
A-X880H, A-X770F A-X827F. C-X875F |
45 45 |
CB CB |
|
| Finishing 180 - 320 |
Wet | A-X965F | A-X965F | C-X965F | 45 | CB |
| Dry | A-X770F, A-X875F | A-X770F. A-X875F | C-X875F | 45 | CB | |
| Flat Work –Platen Grinder - Stroke Sanders (Belt Width 12" and Under) | |||||
| Grit Range | Carbon Steel | Stainless Steel | Aluminum | Flex | Splice |
| Roughing 24 - 60 |
A-X1180, A-X880H A-X875F, A-X827F A-E655F |
A-X880H. A-X1180 A-X875F, A-X827F A-E655F |
A-X880H, A-X770F A-X827F, A-X780F - |
45 45 45 |
CB CB NTS |
| Intermediate 180-150 | A-X827F. A-X770F A-X875F A-E655F, A-W678F |
A-X770F, A-X827F A-X875F A-W678F. A-E655F |
A-X770F, A-X827F A-X811F A-W678F, A-E675F |
45 45 45 |
CB CB NTS |
| Finishing 180 – 320 | A-X770F, A-X875F | A-X770F, A-X875F | A-X770F | 45 | CB |
____________________________________________________________________________________________
Questions on Lesson 6
1. In the typical backstand operation:
a. the work is applied manually to the belt
b. a mechanical power assist is used to increase grinding pressure
c. the principal belt type used is a heavy-duty type for heavy stock removal
2. Lubrication for belts is commonly used to reduce loading, increase belt life, and produce finer finishes. Select the type of lubricant least appropriate for use on hack stands:
a. low melting point grease stick
b. intermittent oil spray
c. flood application of soluble oil and water
3. Platen machines are principally used for:
a. producing flat surfaces
b. their great stock removal capabilities
c. generating fine finishes
4. Slack of belt machines are usually:
a. used on heavy-duty stock removal operations
b. used for precision grinding operations
c. finishing operations
5. The principal use of swing frame grinders is:
a. finishing large flat plates
b. heavy stock removal on work that is too large or heavy to take to the machine
c. finishing lawn furniture
Courtesy of Carborundum Abrasives
